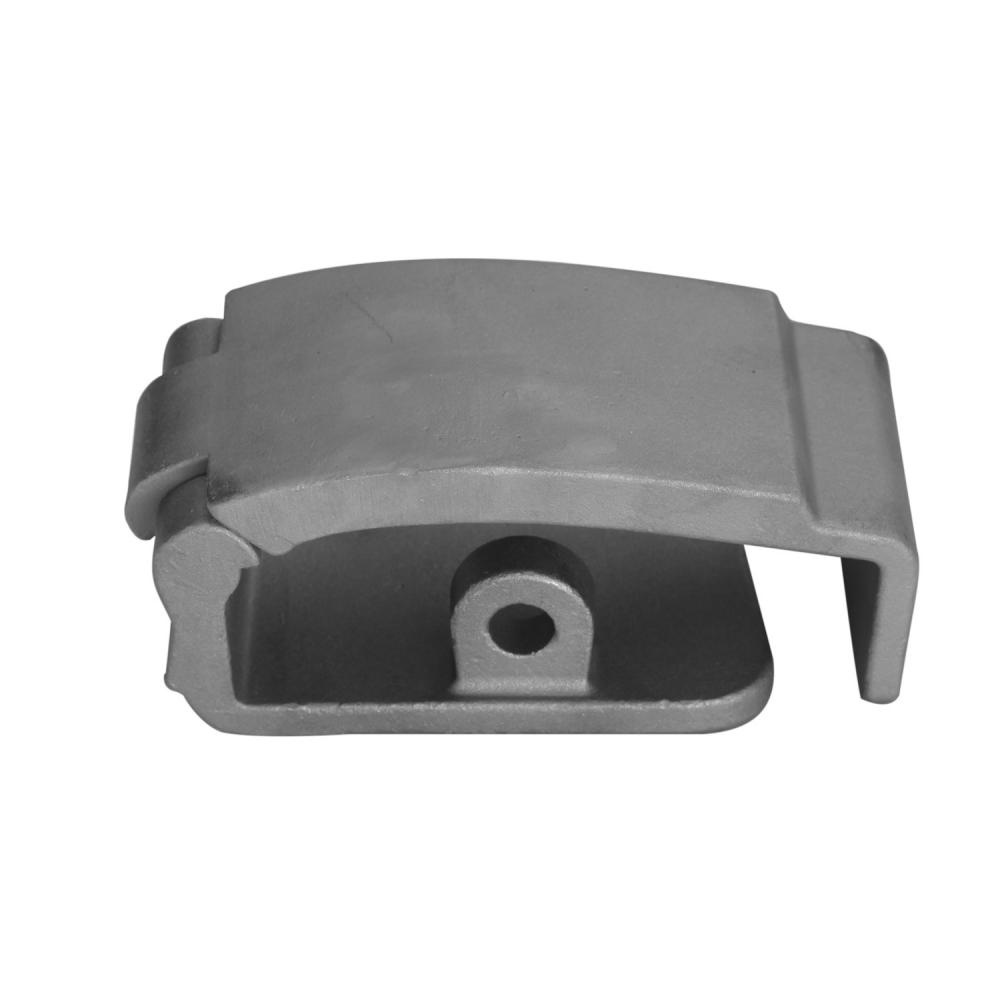
Лиття з нержавіючої сталі для деталей машин

Опис продукту
Процес втрати воску, також називаєтьсяcire-perdue, методметаллиття, в якому розплавлений метал заливається в aцвільякий було створено за допомогою aвіскмодель.Після виготовлення форми воскову модель розплавляють і зливають.Порожнистий сердечник можна отримати шляхом введення термостійкого сердечника, який запобігає повному заповненню розплавленим металом форми.Поширений на всіх континентах, крім Австралії, метод втраченого воску датується 3-м тисячоліттямBCі відтоді зазнав небагато змін.
To cast aглинамодель вбронза, з моделі виготовляється форма, а внутрішня частина цієї негативної форми натирається розплавленим воском до бажаної товщини остаточної бронзи.Після видалення форми отриману воскову оболонку заповнюють жаростійкою сумішшю.Воскові трубки, які забезпечують канали для розливу бронзи під час лиття та вентиляційні отвори для шкідливих газів, що утворюються в процесі, прикріплені до зовнішньої частини воскової оболонки, яку може моделювати або регулювати художник.Металеві штирі вбиваються крізь оболонку в сердечник, щоб закріпити її.Далі підготовлену воскову оболонку повністю покривають шарами термостійкогоштукатурка, все перевертають і ставлять у духовку.Під час нагрівання гіпс висихає і віск витікає через канали, створені восковими трубками.Потім гіпсову форму заповнюють піском, а розплавлену бронзу виливають через канали, заповнюючи простір, залишений воском.Коли охолоне, зовнішню штукатурку та серцевину видаляють, а бронзу можна завершити.
Показати продукти


процес

Наша фабрика